
在汽车制造行业,信息技术的运用非常的重要,随着市场的不断发展,汽车行业面临着前所未有的竞争,面对着激烈的竞争,汽车行业要想在激烈的竞争中立于不败之地,就要提高生产的效率和产品的质量。
汽车制造执行系统的运用,使生产朝着智能化的方向发展,促使制造流程快速升级转型,使生产、管理能力进一步的提升,最终促进汽车制造技术的发展。

MES相关概念
汽车制造执行系统在企业上层生产计划和底层工业制造中发挥着重要的作用,在车间层实现了科学的管理,使生产更加有条理性,现在很多知名的汽车制造企业都广泛的使用汽车制造执行系统,通过使用此项技术可以在一定程度上增强企业的核心竞争力。制造执行系统负责提供各类信息,可以完善订单的优化,并且可以对成本的制造进行考究,指导车间内所有的生产活动。如果车间内的条件发生了变化,其可以做出及时地响应,从而减少没有附加值的活动,使工厂的运营流程更加的科学。汽车制造执行系统完善了经营性资产的回报率,并且可以确保企业按时交货,完善了存货的周转率。
查看策意dataMES方案详情
MES技术在汽车车间实施现状
汽车车间的MES主要包括生产管理系统、物料管理系统和质量管理系统三部分内容,整体目标是建立一个全面、集成、先进和稳定的支持质量、生产和物流的业务体系,以适应公司产量快速增长和车型平台增加的需求,并能同公司其他业务和系统整合(如ERP系统)。
XX汽车公司根据业务发展目标,MES系统逐步完善了以下内容:
(1)生产管理系统
生产管理主要是指各种辅助装配的单据的打印、钢打、铭牌、电气检测、加注、四轮定位、转毂试验等。AVI,路由控制及现场机运设备PLC,PMC以成熟的工业组态软件作为其基本工具,对PLC的数据采集和控制是它的强项,人机界面的设计变得相当容易。
(2)物料管理系统

由于XX汽车的物料管理和派送由第三方物流来负责,现场物料管理主要向第三方物流库发布物料拉动信息模块。送料方式主要有推式和拉式装配线 智能制造,推式是根据日生产计划分时分批主动送达现场;拉动主要有线旁向仓库拉动(KANBAN、物料暗灯二者皆可能),生产线直接向仓库拉动(KANBAN、物料暗灯、排序拉动三者皆可能),由线边到厂内4个库的二次要料请求。
(3)质量管理系统
包含现场质量信息缺陷输入和查询管理、现场整车质量信息缺陷输入和查询管理audit、车辆测试系统及缺陷管理和跟踪系统、车辆流程卡管理系统、车辆电气检测、防错系统。质量数据是非常重要的数据,它包含车辆制造信息,可追溯件信息,缺陷信息及测试信息,基于它的数据报表,分析及应用很多。同时,未来制造质量会和供应商质量、售后质量数据集成,基于这些数据统计分析,形成贯穿车辆整个生命周期的质量信息系统。
根据当前的业务需要,MES系统整体目标是建立功能全面、集成和稳定的生产、物流、质量控制体系。该系统能满足订单管理、车辆跟踪、路由控制、物料需求发布、线旁拉动、物料调度、KANBAN管理、现场质量缺陷、电气检查、质量追溯管理、整车质量缺陷、检测数据管理、流程卡管理、合格证管理、用户管理、基础数据管理、PMC、数据采集、报表管理、事件控制中心、版本管理、数据备份/迁移管理等模块。

汽车装配车间的可视化生产
1、基于网页的可视化技术分析
在网络信息技术的运用中,可以通过对用户的需求进行分析,可以实现较高的操作性,可以运用网页的软件系统,这项操作流程并不复杂,而且界面比较友好,界面非常的直接。用户在浏览的过程中非常方便,功能非常容易满足。
2、建立可视化的模型
可视化的生产的基础就是可视化模型的建立,通过可视化模型的建立,人们可以发挥出丰富的想象力,从而可以将一些抽象的事物以直观的形状表示出来,便于人们的理解。在汽车行业,可以建立装配线的可视化的模型,可以完善企业的信息化水平。
3、车间可视化模型的建立

在汽车生产车间建立可视化的模型,可以完善车间的生产效率,并且为企业带来更多的经济效益。所以,要完善可视化的生产,最主要的是建立可视化的车间模型,在建立模型的过程中,应该分析不同的方面,通过逻辑建模的方式,如果车间形成一个矩形的规模,那么装配线 智能制造,应该在确定好坐标原点的前提下,建立横坐标轴和总坐标轴,然后应该对各个方面的因素进行综合的考虑。通过对车间的物理结构进行分析,从而可以确定汽车装配线的具体的位置,确定工作人员的方位。
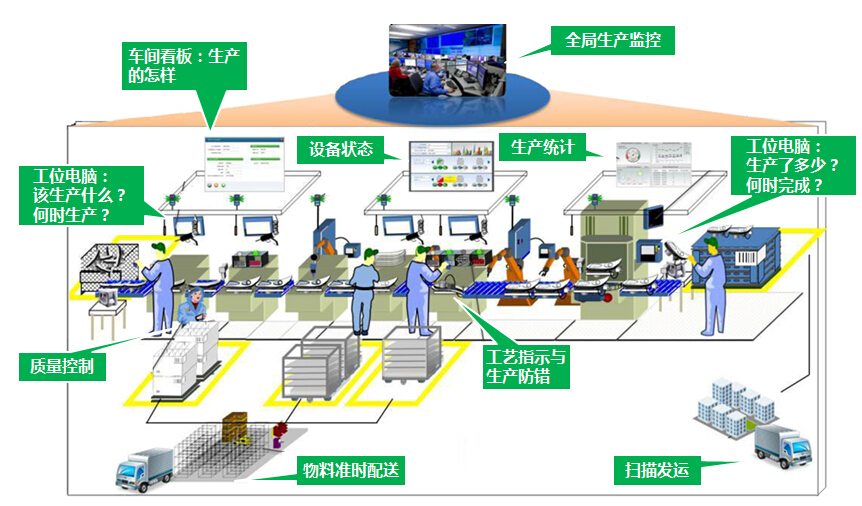
4、车间生产管理看板的实施
车间可视化最直接的反应就是车间生产管理看板系统的实施。MES车间生产管理看板系统通过实时监控车间生产状况和设备,标准化的报告和图表直观反映当前或过去某段时间的生产状态或设备状况,使公司对车间生产信息一目了然。并且及时将管控指令下发车间,实时反馈执行状态。
MES技术存在的缺陷
1、MES技术的系统完整性差
现在MES系统在开发的过程中还不能建立一体化的流程,系统还处于探索的阶段,所以,在使用的过程中,系统的功能不是特别的全面,在装配线的工作中,不能对装配的过程进行分析,不能采用可视化的流程。
2、系统的配置不完善
在进行MES系统配置的过程中,各个功能不具有通用性,MES系统的开发规模并不大,这就导致了在刚开始开发的过程中,很多功能不能被重复的运用,而且通用性差,在某一个环节,系统可以得到应用,但是在生产的下一个环节,系统就会失去效果,导致资源的浪费严重。
3、缺乏一套统一的技术标准
在MES系统运用的过程中,还没有形成统一的标准,所以,系统在运用的过程中会受到一些限制,导致了MES系统在设计的环节中就存在很大的问题,导致设计成本不能顾及,而且在进行技术开发的过程中,各项功能的维护要消耗大量的成本,而且功能的灵活性差。由于汽车行业发展非常的迅速,这就导致了市场对MES系统的需求千变万化,导致系统在市场中的竞争性非常差。
4、MES系统很难实现高水平的智能化
MES技术比较复杂,结合了信息化技术,但是其在我国汽车行业中应用是最近几年才开始,所以,要想实现系统的完全智能化还需要一定的时间,在进行汽车生产的环节中,很多复杂的环节还需要借助人力来完成,MES系统在高难度的操作中处于辅助的地位。
运用MES技术的前景
MES技术逐渐朝着结构化的方向发展,随着信息化技术的完善,MES技术在发展中的结构化倾向越来越强,可以最大化地满足客户的需求。在对系统的伸缩性和开放性等进行分析的过程中,都获得了较好的发展空间。信息技术的运用要借助高速网络的运行,所以,网络技术要与MES系统结合发展。MES不仅仅是一项技术,并且实现了集成化的发展,形成了系统化的规模,在未来的汽车行业中,ME
来源【首席数据官】,更多内容/合作请关注「辉声辉语」公众号,送10G营销资料!
版权声明:本文内容来源互联网整理,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 jkhui22@126.com举报,一经查实,本站将立刻删除。




