
在升级中要考虑的几个核心要素以及需要关注的重点维度。
数据的采集和管理
数据是智能工厂建设的血液,在各应用系统之间流动。在智能工厂运转的过程中,会产生设计、工艺、制造、仓储、物流、质量、人员等业务数据,这些数据可能分别来自ERP、MES、APS、WMS、QIS等应用系统。
生产过程中需要及时采集产量、质量、能耗、加工精度和设备状态等数据,并与订单、工序、人员进行关联,以实现生产过程的全程追溯。
此外,在智能工厂的建设过程中,需要建立数据管理规范,来保证数据的一致性和准确性。
必要时,还应当建立专门的数据管理部门,明确数据管理的原则和构建方法,确立数据管理流程与制度,协调执行中存在的问题,并定期检查落实优化数据管理的技术标准、流程和执行情况。

生产质量管理和设备管理
提高质量是企业永恒的主题,在智能工厂规划时,生产质量管理和设备管理更是核心的业务流程。贯彻质量是设计、生产出来,而非检验出来的理念。
质量控制在信息系统中需嵌入生产主流程,如检验、试验在生产订单中作为工序或工步来处理;质量控制的流程、表单、数据与生产订单相互关联、穿透。
构建质量管理的基本工作路线:质量控制设置→检测→记录→评判→分析→持续改进。
设备是生产要素,发挥设备的效能是智能工厂生产管理的基本要求。生产管理信息系统需设置设备管理模块,使设备释放出最高的产能,通过生产的合理安排,使设备尤其是关键、瓶颈设备减少等待时间。
在设备管理模块中,要建立各类设备数据库、设置编码,及时对设备进行维保;通过实时采集设备状态数据,为生产排产提供设备的能力数据。
建立设备的健康管理档案,根据积累的设备运行数据建立故障预测模型,进行预测性维护,最大限度地减少设备的非计划性停机;要进行设备的备品备件管理。
智能产线规划
智能产线是智能工厂规划的核心环节,企业需要根据生产线要生产的产品族、产能和生产节拍,采用价值流图等方法来合理规划智能产线。
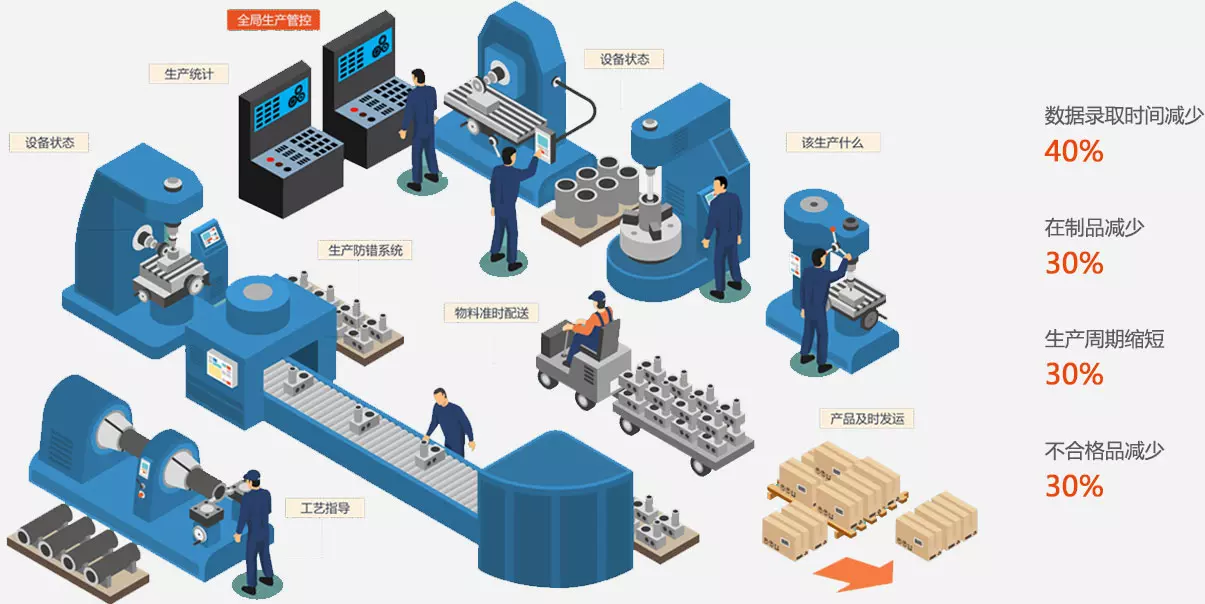
智能产线的特点是:
在生产和装配的过程中,能够通过传感器、数控系统或RFID自动进行生产、质量、能耗、设备绩效等数据采集,并通过电子看板显示实时的生产状态,能够防呆防错;
生产线能够实现快速换模,实现柔性自动化;能够支持多种相似产品的混线生产和装配,灵活调整工艺,适应小批量、多品种的生产模式;
具有一定冗余,如果出现设备故障,能够调整到其他设备生产;
针对人工操作的工位,能够给予智能的提示,并充分利用人机协作。
设计智能产线需要考虑如何节约空间,如何减少人员的移动,如何进行自动检测仓储物流解决方案,从而提高生产效率和生产质量。
MES系统搭建
MES对于构建智能工厂非常重要。MES系统为企业实现“零缺陷、零浪费、零干预”的协同、敏捷、高效的数字化智能工厂,为客户带来幸福智造的使用体验,为生产制造工作人员还原更高效、更便捷的实战应用场景。

设备维护:通过MES系统,能对设备的运行状态进行实时监控,对设备的故障及时排除,确保设备的运行效率仓储物流解决方案,实现日常维护设备的管理支持,及远程视频监控。
质量管理:通过MES系统,可以对在线质量问题进行记录和跟踪,提供质量报表和实时分析,并对返修和报废的进行跟踪管理、质量评审,并对质量检测数据实时采集,共享检测设备数据,对异常及时反应,丰富质量管理库。
企业管理人员:企业管理人员能够对制造健康管理指标实时监控,以便及时了解订单交付情况、产能释放情况和产线质量状况,同时能够移动办公并及时接受异常信息推送,MES系统还能分析产能瓶颈,预测订单交付,为企业管理提供合理科学的参考。
来源【首席数据官】,更多内容/合作请关注「辉声辉语」公众号,送10G营销资料!
版权声明:本文内容来源互联网整理,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 jkhui22@126.com举报,一经查实,本站将立刻删除。




")
